How to Choose the Right 3 Roller Mill Plant Supplier for the Middle East and South Africa When your production line depends on consistent, fine-particle output, the supplier you choose…

How to Choose the Right 3 Roller Mill Plant Supplier for the Middle East and South Africa When your production line depends on consistent, fine-particle output, the supplier you choose…

Choosing the Right Ball Mill Grinding Media for Maximum Grinding Efficiency Grinding media is the single most important consumable in any ball mill operation. Yet it is also the variable…

Ball Mill Grinding Media Steel Ceramic or Flint Complete Selection Guide Most plant engineers spend a lot of time selecting the right ball mill. Far fewer spend the same attention…

Tray Dryer for Pharmaceutical Industry cGMP Compliance and Technical Guide In pharmaceutical manufacturing, drying is not just a process step it is a critical quality operation. The wrong drying equipment,…

Jet Mill vs Ball Mill: Which is Better for Ultra Fine Grinding? When your process demands particle sizes below 50 microns—pharmaceutical APIs, advanced ceramics, specialty chemicals, high-purity minerals—two machines come…

How to Calculate Rotary Kiln Capacity and Retention Time with Formula Every plant engineer working with a calcination unit faces two critical design questions before commissioning or upgrading their setup:…
Spray Dryer vs Rotary Dryer: Which is Better for Your Drying Process? Choosing the wrong industrial drying system is one of the most expensive mistakes a plant engineer or project…
Jaw Crusher vs Cone Crusher: Which is Better for Stone Crushing in India? Stone crushing is one of the most capital-intensive decisions a quarry owner, mining operator, or construction aggregate…
Two machines. Both grind. Both are widely used across Indian industries. But a pin mill and a hammer mill are built on completely different working principles and choosing the wrong…
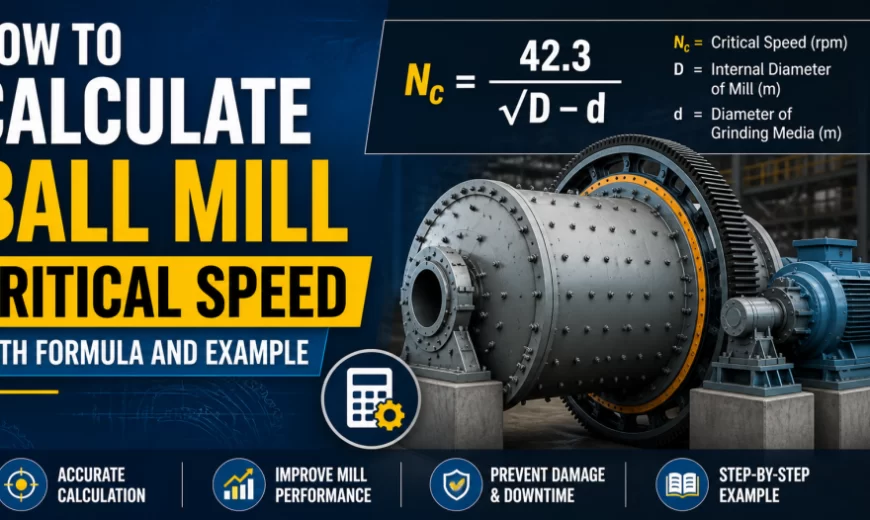
If your ball mill is not grinding efficiently or worse, if it is not grinding at all the problem might not be the material, the media, or the motor. It…